硬铬电镀,被广泛用于机械模具、汽缸活塞、量具、切削和拉拔等工具,让磨损零件和切削过度的工件可以循环使用,但在硬铬电镀也会面临着许多故障,那么该怎么解决呢?它的生产技巧有哪些呢?

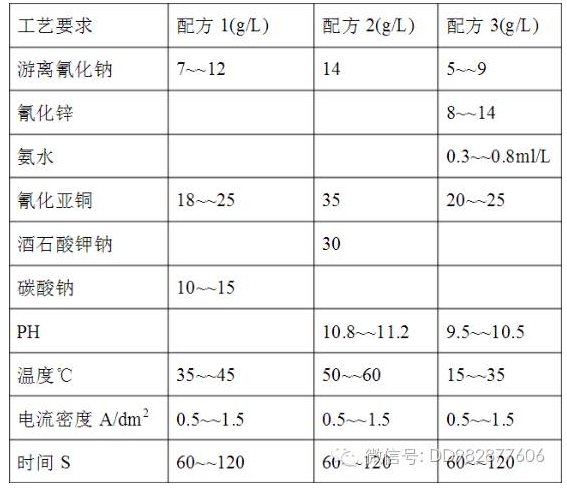
镀硬铬是在各种基体表面镀一层较厚的铬镀层,它的厚度一般在20μm以上,利用铬的特性提高零件的硬度、耐磨、耐温和耐蚀等性能。在当前国内装饰、防护性电镀加工效益日益滑坡的情况下,电镀硬铬仍然保持较高利润而吸引着众多生产厂家。
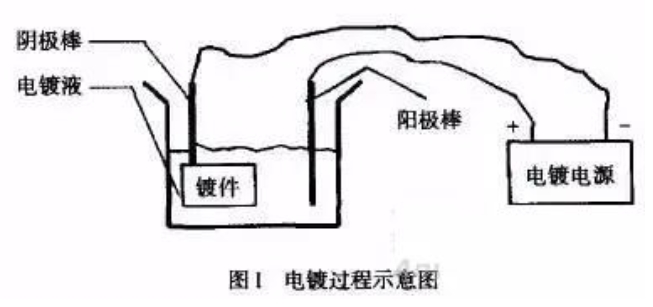
硬铬电镀正常工艺流程
零件→吹湿砂→碱性除油→热水洗→冷水洗→活化→冷水洗→预热→反向腐蚀→镀铬→除氢。
常见硬铬电镀故障与操作技巧
镀层脱层,脱皮1)这类不良多为前处理除油不当引起,选用有机溶剂除油、电化学除油、化学除油的方法,零件表面必须清洁至水膜不破。若采用电化学除油应避免阴极除油以防氢脆发生。
2)镀层过厚,硬铬其镀层结合力随铬沉积层的增厚而下降,乃至当即起皮。铬层的韧性会随厚度增加而降低。此外,镀层过厚对镀件表面粗糙度和均匀性也是不利的。
3)没有反向腐蚀设计,除特殊零件外,都应进行适当时间的阳极腐蚀,确保镀层的结合力
4)镀液温度不均匀,镀前要采用手工搅拌和电解搅拌镀液的方法,促使温度上下均匀,除阳极长度不当和阴阳部镀液并未达到温度要求。当工件进行预热时,下端部分未得到应有的预热,在电镀过程中基体受热膨胀产生应力。同时镀液温度偏低造成镀层内应力过大。两种因素叠加,就会导致下端爆皮。而且越接近槽底温度越低,脱皮也越严重。
5)孔状工件,未注意除去孔中油脂,结果在电镀过程中油脂受到镀液的热量及电解作用逐渐溶解分离,浸污了边缘附近的镀层。浸污轻微的地方,呈现出花斑状;浸污严重的地方,就产生了脱皮
6)阶梯送电。正常镀覆时采取阶梯送电4~6次,每次送电时间2~5min。停留较长时间的阶梯小电流送电加上吹湿砂的前处理不仅有利于提高镀层与基体的结合力,更有利于保证镀层的完整,确保电镀质量硬铬电镀一段时间后,边、角等处极易结瘤,或者产生毛刺。应定期取出工件,用砂纸进行打磨处理。有条件可使用废旧机床等机械作为辅助设备,否则采用手工处理。打磨结束后重新入槽时最好阶梯送电针孔,麻点针孔产生的原因:针孔是从镀层表面直至底层覆盖层或基体金属的微小孔道。它大多是气体(氢气)在镀件表面上停留而造成的。针孔也可能由基体金属上的凹坑所引起的。因此,针孔产生的原因较复杂。
(1)基体材料的金相组织不均匀或者是内应力消除不够,电镀时这些部位镀不上铬,形成针孔。这种针孔,镀层呈开裂式,针孔的分布常是不规则的。
(2)镀件表面的油污没有彻底清洗干净,电镀时有油污的地方不导电或导电性差,在这些部位上气体容易停留而产生针孔。这种因素形成的针孔是局部密集而且无规则。
(3)电镀前镀件上有深度锈斑,特别是夏季,气候潮湿,镀件很容易生锈,这种带锈的镀件进行电镀时,由于有锈的地方不导电,导致产生针孔。
(4)镀液中硫酸根含量高,使三价铬的含量迅速升高,在阴极表面形成碱式铬酸盐的趋势增大,导致镀层质量恶化,从而形成针孔。
(5)凡表面粗糙或划伤严重处易析氢。氢在阴极上析出后,经常呈气泡状粘附在电极表面,造成该处绝缘,使金属离子不能在粘附有氢气泡的地方放电,而只能在这些气泡的周围放电(6)镀液中的颗粒杂质,悬浮物附着在镀件内壁;或者镀液中油污含量高,粘性大,流动性差,气体不易逸出,易产生针孔。
(7)使用F-53抑雾剂后,F-53分解产物吸附在金属表面上产生针孔。因此使用F-53抑雾剂镀层不易20μm
(8)Fe3+铁杂质过多在电镀过程中,由于大量析氢阴极区pH值上升Fe3+形成胶状物极大的增加了表面张力,再加上零件本身的缺陷,使气泡滞留形成针孔。
(9)氯离子含量过高造成的花斑一般呈雨点状散布在工件各处,并有网状裂纹
镀硬铬后必须进行驱氢处理
镀硬铬时渗氢问题比较严重,这是因为镀铬时大部分电流消耗在氢的析出上,而氢在析出时,很容易扩散到铬层和基体金属中,这样会使得镀件表面脆性增加,疲劳强度降低。因此,镀铬后必须进行驱氢处理,即镀件在200~220e环境下热处理3h左右。驱氢处理可除去铬层和基体中的大部分氢,由此降低了镀件表面的脆性但不会影响其硬度。
小结:电镀硬铬出现镀层脱层,脱皮、镀层过厚、出现孔状工件等现象,都是一些比较常见的问题,做好镀前处理、控制工艺参数、温度等措施,可以为电镀硬铬提升品质。
图文来自网络,如有侵权,请联系我们删除
易镀,一个专业的表面处理技术信息平台,分享金属表面处理/镁合金蚀刻剂/镁合金除油剂/镁合金漂白剂/镁合金转化膜/环保铝除灰剂/铝三价铬钝化剂/低磷化学镍/铝中磷化学镍/高磷化学镍/银光剂/银保护等专业知识,全方位为客户解决各种表面处理难题。
表面处理难题,找易镀,详情请咨询:13600421922(程生)




Copyright © 2021 深圳市恒享表面处理技术有限公司 All Rights Reserved 备案号:粤ICP备09192382号 技术支持:易百讯 - 深圳网站建设