多孔复杂件镀铬,套铬时因露黄面积大、电流密度区,面临着很大困难,以下是我在高档卫浴多孔复杂件电镀装饰铬的生产实践中得出的一些经验之谈,仅供大家参考。

高档卫浴水龙头系列的主体基本以压铸黄铜件为主及部分锌合金组成。 它的表面处理通常采用电镀装饰铬工艺。
而这些压铸黄铜的高档卫浴龙头大多为多孔复杂件,套铬时存在着孔位处露黄面积大,以及低电流密度区 (或焊接部位) 套铬困难等。
笔者在高档卫浴多孔复杂件电镀装饰铬的生产实践中,采用堵孔技术和改进辅助阳极的设计解决了这些难题。 现将实践中的点滴经验供同仁们参考 。
1堵 孔
由于镀铬液存在着电流效率低、分散能力和覆盖能力差等问题,因此,电镀装饰铬时,对于形状复杂的零件无法均匀镀覆铬镀层,多孔位的工件更困难。
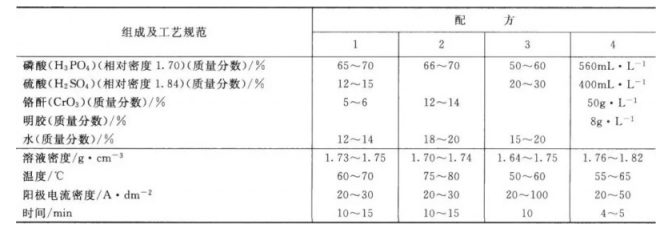
目前许多电镀企业采用稀土添加剂镀铬来改善镀铬的覆盖能力和分散能力 ;而没有条件使用稀土添加剂的企业,可对 CrO3 的质量浓度 、ρ( CrO3 ) /ρ(SO2 4 - ) 、镀液温度、电流密度等进行调节,但提高的幅度不大。
对于多孔位复杂件的镀铬,通常功能性镀硬铬采用堵孔技术比较多,而且大多采用铅 (皮或丝) 来堵孔的 ;而对装饰性镀铬有一定的难度。 若不堵孔,则该处露黄镀不上铬。
笔者在电镀高档卫浴水龙头生产中,采用堵孔技术。
一是采用过滤镀液用大张白色滤纸浸湿后,揉成纸团堵孔。 因镀铬时纸团吸附少量镀铬液,镀液有损耗,并且废纸使用后要集中处理,该法不可取。
二是采用不同规格尺寸的白色透明或黑色的空心软塑料管堵孔,但塑料管必须耐酸碱 、耐高温 。该方法较科学,也宜于套铬。
2改进装饰铬辅助阳极的设计
卫浴复杂件电镀装饰铬时,孔位露黄采用堵孔技术解决了 。而工件上局部焊接部位及低电流密度部位镀不上铬,这又是一个难题 。
笔者在镀铬的挂具上引用两根电极,一根为阴极,中间用绝缘板隔开 ;另一根也同在挂具上为阳极 。 阳极导线有两根线头。 一端连接在 8 # 保险丝,绕过挂具做成圈形辅助阳极,线头的另一端用不锈钢夹子连接 。
镀铬前,铅保险丝的辅助阳极位置应与阴极隔开。 镀铬时,带电下槽,先挂阴极,随后立刻将线头另一端的不锈钢夹子夹在阳极杠上,升高电流,采用二级冲击镀铬。
等到电镀时间一到,起缸时降低电流,先取大阳极夹子,再提取挂具。 操作时应戴好厚胶皮手套,防止烫伤手 。 这样笔者解决了卫浴复杂件套铬困难的难题。
笔者经过多年生产实践,认为电镀工艺虽然有它的局限性,但是我们可以通过改变外部因素来改善,或许可以达到满意的施镀效果。
小结:以上内容转载自在高档卫浴多孔复杂件电镀装饰铬的生产实践者,内容共享给大家,希望能给大家提供一些帮助,如果你有更多的经验和问题,欢迎分享和提出。




Copyright © 2021 深圳市恒享表面处理技术有限公司 All Rights Reserved 备案号:粤ICP备09192382号 技术支持:易百讯 - 深圳网站建设