电镀技术可以为汽车提供增强性能的作用(耐腐性、坚硬性),同时增加美观效果,汽车的发展推动了电镀技术的不断创新,汽车和电镀,到底谁在影响谁,其实,两者相互影响,相互变革。

汽车是集机械、电器、防腐、装饰、材料磨损技术为一体的高科技产品,如果不能有效地解决汽车防腐、装饰及磨损问题,对汽车工业将有一定的影响。
本文从表面技术的角度,谈谈电镀技术在汽车工业的应用情况及发展动态。
1、电镀技术在现代汽车的应用
活塞、活塞环、连杆是汽车发动机三大运动部件,其摩擦损失约占发动机全部损失的40~50%。减轻活塞、活塞环、连杆的重量,改善其摩擦环境,对降低发动机振动、噪音、减少油耗都有巨大的意义。
以往的活塞不进行任何表面处理或只是进行化学浸锡(形成初期磨合层);活塞环采用镀铬、磷化;连杆只有连杆螺栓进行氧化处理;连杆上的轴瓦采用电镀Pb―Sn二元合金及电镀Sn处理。
这些电镀层已不能满足现代发动机高速、高功率化、紧凑化及EGR技术发展的需要。
1、活塞
日本近期研制的AC8A高硅铝合金活塞,与传统活塞相比,这种活塞缩短了活塞顶面与连杆销之间的高度,减少了围裙的面积与壁厚,将三道环槽改为二道环槽,而且减少了环槽的宽度,从而减轻了系统的重量,减少了摩擦损失。
然而也带来了一些负面影响:系统的散热条件恶化,易引起活塞环与环槽之间烧损胶合,活塞顶部产生热龟裂;起导向作用的活塞围裙,由于面积的缩小,与缸壁的摩擦压力增大,润滑条件变差,易造成振动、噪音、摩擦损失增大。
传统的镀锡工艺,对初期磨合有着很大的作用,但镀锡层很快就磨没了,不能长久改善摩擦环境。
采取的对策:
*在第一道环槽以上部位进行硬质氧化处理。氧化膜的硬度与厚度根据活塞排气量不同有所不同,一般为30~90µm、HV350左右;
*活塞围裙多采用MD、MPC工艺处理。采用高压空气喷涂MoS2微粉(ø11µ)处理(MPC)的效果最佳。
其原因包括:活塞表面受到MoS2微粒的高速冲击,表面微观面貌发生变化,形成油膜层;活塞表面受到高速微粒的冲击,温度升高有利于MoS2向基体扩散,因此具有持久的润滑效果;该处理工艺还具有成本低、无污染、不改变尺寸等优点。
2、活塞环表面处理
文献介绍降低活塞环摩擦力40%,即可降低中低速燃料费7%。现代发动机的第一道环多采用高强度不锈钢,表面进行氮化热处理,继而再镀上一薄层Ni-Co-P-Si3Ni4复合镀层。镀层中增加Si3Ni4含量,环的耐磨性提高,对缸套的磨损量增加;镀层中增加Co含量,可减少对缸套的磨损量;镀层中增加P含量,镀层的硬度和脆性增加,可减少对缸套的胶合。此外,活塞环还可以采用PVD方法涂复CrN或TiN,或在镀铬表面上犁沟,在沟中喷涂陶瓷工艺。
3、连杆
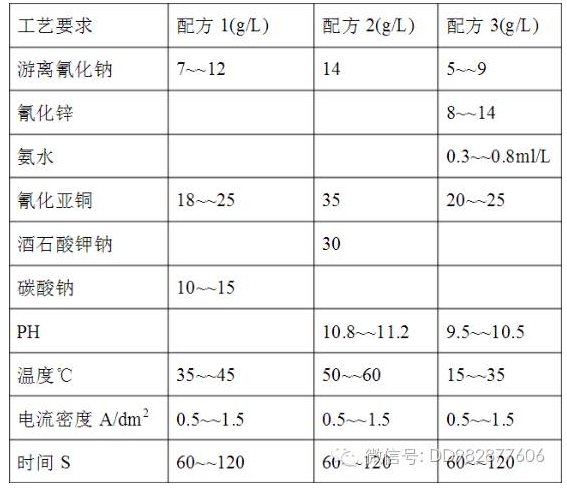
一汽二发厂根据美国技术标准,在生产中利用电镀技术(修复镀铜)修复内孔加工尺寸超差的连杆。这种修复镀铜必须使用氰化物镀液,且镀层只限于内孔,整个电镀过程必须确保无渗氢发生。
4、轴瓦
为了防止镀层中的Sn向基体热扩散形成脆性相,在大功率发动机的轴瓦上,需要在基体上加镀一层镍栅,采用电镀Pb―Sn―Cu三元合金代替Pb―Sn二元合金镀层。
5、进、排气阀
进、排气阀的摩擦损失约占发动机能量损失的2%。
减少损失的措施:缩小进、排气阀的结构尺寸,使用轻质材料。例如采用钛合金代替耐热钢。
工作在750°C高温下,又有发动机排出气体中鳞屑的摩擦,钛质排气阀会发生激烈的氧化,必须进行表面处理,通常采用喷钼、盐浴炉渗氮处理。
最近引人注目的处理方法为等离子体渗炭处理,该工艺对环境影响小,表面形成的TiC硬化层比耐热钢盐浴炉处理的渗氮层深50µm,硬度达到HV700,耐氧化、耐磨性与耐热钢气阀一样,处理成本比盐浴炉处理贵一些。
6、排气筒、消音器
安装在汽车底盘部位的排气系统既受到路面泥浆、砂石的冲击等环境腐蚀,又要经受400°C以上高温废气的冲刷和氧化腐蚀,工作环境十分恶劣。
排气系统的材料多选用不锈钢、热镀铝板。在工作使用过程中,镀铝板经常发生镀层发黑、锈蚀现象。
整车耐蚀试验40个循环有5级腐蚀发生,耐蚀性不及不锈钢。热镀铝中加入硅元素,可抑制铁铝合金层的生长,改善加工性能。热镀铝板的使用寿命,与镀层的厚度、成型工艺、工作温度有关。
7、减振器连杆
过去减振器连杆采用电镀普通硬铬工艺,耐蚀性不能满足要求。目前普遍采用HEEF25微裂纹镀铬工艺,镀层厚度有20±5µ;与10±3µ不同规格,一般要求裂纹数400~600条/厘米,对保证减振器连杆耐蚀性及润滑性有积极的作用。
该工艺中电流密度对镀铬层的微裂纹数、裂纹形态及渗氢量都有明显关系。一般控制在58A/dm2为佳。筒状阳极的设计及镀后的抛光对质量都有影响。
8、汽车装饰件
现代汽车的装饰件多采用塑料件。高档汽车塑料装饰电镀件要求的耐蚀性、抗热振性、装饰性都是极高的。
大众公司TL―VW528/B标准规定:Cu≥20µm,Ni≥10µm,Crmc=0.8µm或Crmp=0.5µm;通过CASS试验48h;温度交变试验通过3个循环;整个表面必须具有一个均匀的高度光亮的外观,即在偌大的装饰电镀表面不允许有一个细小的缺陷存在。
汽车塑料件装饰始进入汽车零件防腐性电镀领域,而且有不断扩大的趋势。
奔驰、宝马、林肯、红旗等高档轿车的塑料前格栅、装饰条、标牌等饰件耐候、亮丽的外表是通过防腐装饰性电镀获得的。
但是,目前国内外汽车零件防腐性电镀领域中,镀锌工艺依然是主体,其主要原因是新工艺的生产管理比较复杂,成本较高。
国外最近开始研究的电镀Zn―Mn合金工艺,Zn―Mn合金镀层无须钝化即有良好的耐蚀性,对改善环境污染,提高镀锌质量很有意义。
目前,一汽集团正在做改进防腐性电镀工艺的工作,并已取得实验室成果:研制开发的工艺(正在申报国家发明专利)具有较好的环境适应性、良好的深镀能力,镀层光亮,(样片)耐蚀性通过NSS试验白色腐蚀时间480小时;通过120°C X1H热冲击后NSS试验白色腐蚀时间180小时;初步估算成本基本与镀锌持平。
2、镁合金表面处理工艺
镁合金由于质量轻,比强度大等优点,最近在汽车行业的应用发展迅速。
但镁合金化学性质活泼,易氧化腐蚀,必须进行表面处理。
对中国汽车电镀专业近期发展工作的设想
摆在中国电镀工作者面前的一项紧迫任务是,改变过去忽视生态环境,单纯追求高性能、高附加值的发展道路;要根据企业的经济环境,制定一套切实可行、最合理的性价比的电镀技术发展方案。
建议包括:
*尽快建立汽车行业电镀专业信息平台,为汽车产品表面处理设计提供依据;
*建立汽车零件电镀质量用户信息(包括设计试验产品、生产产品)反馈档案。及时对反馈信息作出技术分析,提出改进建议或立题研究;
*重视无公害电镀的研究与应用;
*重点研究1~2项确对汽车产品性能有较大影响的电镀工艺。
利用国外技术的引进、吸收、推广工作,使国内汽车产品的表面处理质量与国际接轨。
PS:以上便是电镀技术在汽车工业的应用情况及发展动态。电镀技术为汽车的发展起到推动的作用,同时也存在一些的缺点,通过一系列的完善,可以为电镀行业的发展起到很大的促进作用。




Copyright © 2021 深圳市恒享表面处理技术有限公司 All Rights Reserved 备案号:粤ICP备09192382号 技术支持:易百讯 - 深圳网站建设