人造金刚石,我们见惯莫怪,它因其拥有特殊的性能被应用于光学器件领域中,且通过镀镍,优异的性能进一步提升,今天,我们不妨来说说人造金刚石表面镀镍的那些优势。
1概述
现如今,人造金刚石在光学器件领域以及电子工业领域中运用较为广泛。其硬度性以及耐磨性等较高,因此可用于磨削、切削以及修整等。虽然其特性为超硬磨料,但是在实际的工作中受温度的影响等因素,其在常温常压状态下为亚稳态晶体状态,具有脆性特征,且其耐热性也不高。除此以外还伴有杂质、裂纹以及气孔。上述缺陷因素导致人造金刚石在实际应用中性能无法得到有效的发挥,阻碍了人造金刚石的投人使用寿命以及加工效率。研究发现在人造金刚石表面电镀镍可以使其的特性得到进一步提高,除了增强其高硬度外,还有效的保护了金刚石以及基体二者之间界面存有的结合能力,并且达到了隔氧保护的目的。
2电镀镍实验
1电镀实验使用的仪器、原料以及配方
1)所用仪器有:JRl型人造120/140目金刚石,恒温水箱,电子天平以及电动搅拌器,滚镀机。
2)所用原料:去离子水、次亚磷酸钠、氯化镍盐酸、氯化亚锡硫酸镍以及氢氧化钠等。
3)电镀液配方:H3BO3、NiSO4.NiCl2所处Concentration/g.L-1分别为30-50g.L-1、200-300gL-1、20-40g.L-1。
2电镀过程与操作
1)操作:在实际电镀时,需将金刚石放置在镀瓶中进行,且镀瓶的放置要傾斜一定的角度,便于电镀工作的进行。其中镍作为电镀的阳极,铜线作为电镀的阴极。阳极与阴极均从镀瓶的瓶口放置,阴极与阳极从瓶口置于镀液中,阳极需处于悬空状态,阴极的底部导电处与金刚石直接相接。必须注意在实际的操作过程中,金刚石需适当翻滚,但电镀的阴极与阳极要保持不动的状态。之后选择合适的电镀装置。电流表最大流程在10安、电压表最大量程为30V,滚镀机的参数为23r/min。
2)金刚石电镀过程:金刚石经过除油后→通过水进行清洗→亲水化→再次进行水清洗→敏化处理→水清洗→活化处理→再次进行水清洗→化学镀镍→电镀镍→进行性能检测。其中对金刚石进行除油处理,主要以稀硝酸溶液进行,且搅拌半个小时后以去离子水冲洗,以便将表面油脂彻底清除,使得镀层和金刚石之间的结合力得到进一步增加。亲水化以稀硝酸处理,主要以NaOH溶液进行,且搅拌半个小时后以去离子水冲洗,以便增加憎水性,为敏化处理提供可靠的保障。敏化以SnCl2.HCl以及水的混合液进行水解。活化以PdC2、HCl以及水的混合液进行,以便催化。在金刚石电镀过程敏化工艺以及活化工艺为关键性的步骤,其直接关系到镀镍的成功。
3结果
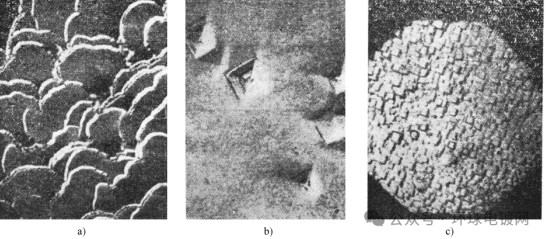
1镀镍后人造金刚石表面形貌显微结构对比金刚石在未进行电镀镍时,其表面结构较为光滑,且棱角也较为清晰。对其进行电镀镍后发现其表面结构较粗糙,且粗糙程度以镀层增重率有直接性的关系。研究发现,人造金刚石表面结构较粗糙的原因为金属离子出现大量剩余,因而使得主盐的浓度升高,进而在电镀后镀层粗糙。通过增锅电阻炉在400℃的环境下对电镀金刚石热处理半个小时后,对其表面形貌进行检测得到。在400℃的高温条件下,电镀镍后的人造金刚石表面形貌没有出现变化,说明400℃不会影响人造金刚石表面形貌。
2通过X射线行射法对电镀金刚石物相进行分析在400C的环境下对电镀金刚石热处理半个小时后,通过X射线衍射法对电镀金刚石物相进行分析得到,金刚石和镍的峰位出现蓝移现象。究其原因得到当人造金刚石经过电镀镍后,在一定温度下其晶体会出现膨胀,进而使得晶格常数数值变大,而相对应的间距数值也变大,根据计算公式得到金刚石和镍的峰位出现蓝移现象。

3镀镍后人造金刚石抗压强度检测通过对不同级别的镀层金刚石电镀镍对比得到,在镍镀层级别较薄的情况下,人造金刚石平均单颗粒抗压强度与电镀前相比较,差异性不大,但抗压强度有所增加。在镍镀层级别较厚的情况下,人造金刚石平均单颗粒抗压强度与电镀前相比较,差异性大,通过抗压强度测定仪检测得到抗压强度较电镀前相比显著增加。且在400℃温度下处理后的金刚石,其平均抗压强度随着镀层的增加而呈现递增状态。上述表明,人造金刚石经过电镀镍处理后其抗压强度增大。这是因为电镍处理后人造金刚石的裂纹以及气孔等缺陷得到有效的消除与减少,使得抗压强度增加。
4结论
通过上述实验得到,人造金刚石经过电镀工艺处理后,其抗压强度显著增加。在实际的电镀过程中要注意阳极与阴极均从镀瓶的瓶口放置,阴极与阳极从瓶口置于镀液中,阳极需处于悬空状态,阴极的底部导电处与金刚石直接相接,同时要着重做好敏化工艺以及活化工艺,因为该步骤直接关系到镀镍的成功。
上文通过电镀镍实验,经过案例进行电镀过程与操作,得出人造金刚石表面镀镍抗压强度明显增加。




Copyright © 2021 深圳市恒享表面处理技术有限公司 All Rights Reserved 备案号:粤ICP备09192382号 技术支持:易百讯 - 深圳网站建设