怎么提高铝件电镀的成功率,是大多数电镀师傅比较关注的问题,其实做好下文的这些关键点,能让你在铝件电镀过程减少不必要的问题,我们不妨进来详细的了解一下。

铝及铝合金因其优良的物理化学性能和力学加工性能,在机械制造、电子通信、航空航天等领域获得了广泛的应用。
通过电镀处理,可进一步提高铝及铝合金的耐磨性、导电性和其他特殊性能,并改善外观,从而拓宽其应用范围。
但铝的化学性质活泼,亲氧能力强,经过常规预处理的活性铝零件表面极易生成一层薄而致密的氧化膜,严重影响了镀层的结合力。
铝的标准电极电位较负,极易与槽液中的金属离子发生置换反应,生成疏松、易剥落的接触镀层,影响后续镀层的结合力。
铝合金中含有硅、铜等元素,其含量越高,对镀层的结合力影响越大。铝的线膨胀因数较大(20 °C 时为 24 × 10-6),在电镀过程中,基体与镀层之间易产生内应力,影响镀层的结合力。
因此,根据零件材质和前道加工工艺,从细节入手加强前处理的过程控制,是生产中获得结合强度优良的镀层的关键。
1、镀前处理工艺
1 常规预处理
常规处理流程为除油─碱洗─出光,可彻底清除零件表面的油污及氧化铝。
2 特殊预处理
经常规预处理后,再经过特殊的预处理可以防止氧化膜的进一步生成以及后续电镀过程中置换反应的发生。
常用的方法有盐酸活化、阳极氧化、浸锌等。其中浸锌是目前铝零件电镀最成熟、应用最广的处理方法。
浸锌液一般由氢氧化钠、氧化锌和配位剂组成。
当活性铝表面浸入溶液时,铝被氢氧化钠所溶解,同时溶液中的锌配离子得到电子,置换沉积到铝基体表面。
由于锌和铝的标准电极电位接近,而且氢在锌上的过电压较高,发生的共轭反应缓慢而均匀,所形成的置换锌层致密。
2、 影响因素及控制要点
01.根据零件的镀前加工工艺合理调整碱洗前工序
1 精密机加工零件
零件表面的氧化膜刚刚生成,较易清洗,此时只需根据零件表面油污程度,适当增加有机溶剂除油。
但精密零件经不起强碱的长时间腐蚀,否则会影响其表面粗糙度和尺寸精度,严重时会产生废品。
如果机加工过程中使用的是水性切削液(一般偏碱性),而结构复杂的零件生产、检验过程较长,一些清洗不彻底的零件上由于切削液的残留造成了轻微局部腐蚀而形成花斑,此时可在进行如上碱洗前增加热水洗─冷水洗─硝酸洗(40% ~ 60%)─冷水洗工序, 疵病可以得到消除或缓解。
2 经旋压、冲挤加工的零件
零件表面的氧化膜较厚,加工过程中会有一些机械杂质和油污(特别是在机加工过程中与钢、铜材料的零件混用加工设备),对镀层性能影响更大。因此,需用强碱及硝酸冲洗 2 ~ 3 次,必要时可用刷子刷洗。
零件在加工过程中若油污没有除净,表面易形成一层烧结的焦化物,除油之后直接碱洗会引起局部腐蚀, 产生麻坑。此时可将零件浸泡在浓硝酸(85% ~ 95%)中以松动焦化物,而后在强碱溶液中清洗去除强碱配方同上。
02.根据零件材质的不同调整出光工艺的配方
铝合金零件经碱洗后,表面会残留一层黑色腐蚀物,一般可在硝酸中清洗去除。但特殊铝材,如防锈铝、含硅铝合金等不易洗净,需对出光工艺进行调整。
一般铝合金:硝酸(HNO3)∶水(H2O)= 3∶2。防锈铝:硝酸(HNO3)∶硫酸(H2SO4)= 1∶1。含硅铝合金:硝酸(HNO3)∶氢氟酸(HF)= 3∶1。应特别注意的是,一般铝合金出光工艺中不可使用浓硝酸,因浓硝酸会使铝表面形成一层较厚的氧化铝,从而影响镀层结合力。出光后的零件要及时进行下道工序,尽量减少在空气中的停留时间。
03.根据零件结构调整水洗方式
水洗质量的好坏不仅关系到零件质量,而且对避免槽液交叉污染,保证长期稳定生产有重要意义。
对于结构简单的零件,只要注意保证清洗的时间及加强清洗时的抖动即可。结构稍复杂的零件,水槽清洗后再冲洗一次,或者在水槽中增设压缩空气搅拌以提高清洗质量。结构复杂的零件,如盲孔、凹槽多的零件,应使用超声波清洗。笔者所在公司在某产品回转体零件镀镍中,分别在出光、浸锌、化学镀镍和最后的纯水洗中增加超声波清洗后,零件因盲孔渗液造成的外观质量问题及镀液交叉污染问题得到了彻底解决。盲孔很深的零件应增加注射清洗。
04.挂具及装夹
挂具一般用 2A12 铝材制作,导电挂钩为铜质,主杆与支杆最好采用焊接方式连接,也可采用铆接方式,但必须涂绿勾胶。这样可提高挂具的使用寿命,同时避免了铆接点在使用过程中松动而影响导电性,以及溶液在铆接点处残留而影响零件质量。
零件的装夹应注意以下 3 点:一是要夹紧,保证电镀过程中的电接触良好和清洗质量;二是装夹时使盲孔朝上,如果盲孔较多,应尽可能使其朝斜上;三是在保证性能的前提下尽可能留出工艺装夹孔,因为装夹部位是无镀层的。
05.浸锌温度
浸锌一般采用二次浸锌法,流程为:浸锌─水洗─退锌─水洗─二次浸锌─水洗。其工艺过程简单,除了要重视出光后和二次浸锌前零件的清洗细节外,也要注意控制浸锌温度。浸锌温度一般控制在 15 ~ 30 °C。温度太低时,浸锌效果较差,导致后续镀层结合力差。
06.流程的选择
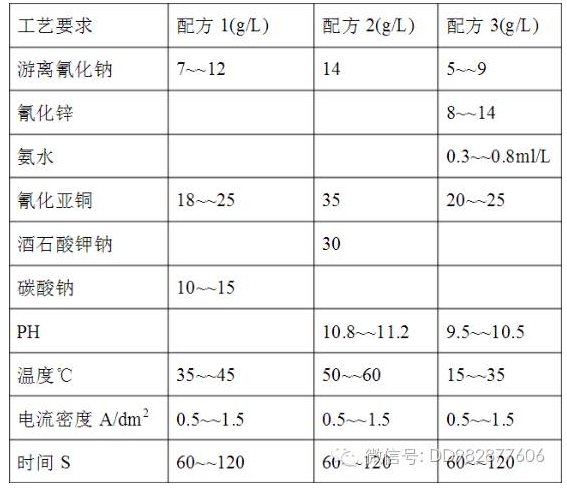
流程 I:除油─碱洗─出光─浸锌─退锌─二次浸锌─化学镀镍─镀其他金属。
流程 II:除油─碱洗─出光─浸锌─退锌─二次浸锌─氰化镀铜─镀其他金属。
在以上 2 个流程中,优先选择流程 I。这是因为:铝件化学镀镍工艺虽然成本偏高,但在生产控制上较为容易;另外,经一定温度的热处理后,化学镍层与铝基体的结合好坏容易分辨(结合不好时易起泡)。
做好镀前处理工艺以及控制好要点(调整碱洗前工序、水洗方式、浸锌温度等等),能让你在铝件电镀工艺过程中提高镀层的质量。
图文来自网络,版权归原作者所有,如有侵权,请联系我们删除
更多表面处理文章,敬请关注公众号:易镀
易镀,是深圳市恒享表面处理技术有限公司旗下专为电镀行业打造的信息服务平台,分享金属行情、产品测评、电镀液配方、电镀视频、电镀问答等,以专业解决各种金属表面处理难题为旨,不断优化电镀解决方案,促进电镀行业的发展。表面处理难题,找易镀,详情请咨询:13600421922(程生)




Copyright © 2021 深圳市恒享表面处理技术有限公司 All Rights Reserved 备案号:粤ICP备09192382号 技术支持:易百讯 - 深圳网站建设