阴极、阳极、整流器、导电盐,这些专业的电镀术语,对于刚入行的小白来说,是踏入电镀行业的必懂的基础知识,今天我们不妨进来学习一下电镀小知识分享。
电镀的基本五要素:
1.阴极:被镀物,指各种接插件端子。
2.阳极:若是可溶性阳极,则为欲镀金属。若是不可溶性阳极,大部分为贵金属(白金,氧化铱).
3.电镀药水:含有欲镀金属离子的电镀药水。
4.电镀槽:可承受,储存电镀药水的槽体,一般考虑强度,耐蚀,耐温等因素。
5.整流器:提供直流电源的设备。
电镀目的:电镀除了要求美观外,依各种电镀需求而有不同的目的。
1.镀铜:打底用,增进电镀层附着能力,及抗蚀能力。
2.镀镍:打底用,增进抗蚀能力。
3.镀金:改善导电接触阻抗,增进信号传输。
4.镀钯镍:改善导电接触阻抗,增进信号传输,耐磨性比金佳。
5.镀锡铅:增进焊接能力

电镀药水组成;
1.纯水:总不纯物至少要低于5ppm。
2.金属盐:提供欲镀金属离子。
3.阳极解离助剂:增进及平衡阳极解离速率。
4.导电盐:增进药水导电度。
5.添加剂:缓冲剂,光泽剂,平滑剂,柔软剂,湿润剂,抑制剂。
电镀条件:
1.电流密度:单位电镀面积下所承受的电流,通常电流密度越高膜厚越厚,但是过高时镀层会烧焦粗燥。
2.电镀位置:镀件在药水中位置,与阳极相对位置,会影响膜厚分布。
3.搅拌状况:搅拌效果越好,电镀效率越高,有空气,水流,阴极摆动等搅拌方式。
4.电流波形:通常滤波度越好,镀层组织越均一。
5.镀液温度:镀金约50~60,镀镍约50~60,镀锡铅约18~22,镀钯镍约45~55。
6镀液PH值:镀金约4.0~4.8 ,镀镍约3.8~4.4,镀钯镍约8.0~8.5,
7.镀液比重:基本上比重低,药水导电差,电镀效率差。
电镀厚度:在现在电子连接器端子的电镀厚度的表示法有a .µ``.微英寸,b. µm,微米, 1 µm约等于40µ``.
1.Tin—Lead Alloy Plating :锡铅合金电镀作为焊接用途,一般膜厚在100~150µ``最多.
2.Nickel Plating 镍电镀现在电子连接器皆以打底(underplating),故在50µ``以上为一般规格,较低的规格为30µ``,(可能考虑到折弯或者成本)
3.Gold Plating 金电镀为昂贵的电镀加工,故一般电子业在选用规格时,考虑到其实用环境、使用对象,制造成本,若需通过一般强腐蚀实验必须在50µ``以上 .

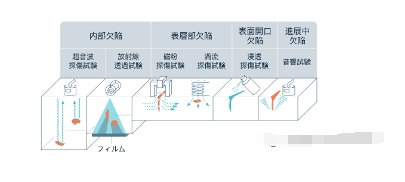
镀层检验:
1.外观检验:目视法,放大镜(4~10倍)
2.膜厚测试:X-RAY荧光膜厚仪.
3.密着实验:折弯法,胶带法或两者并用.
4.焊锡实验:沾锡法,一般95%以上沾锡面积均匀平滑即可.
5.水蒸气老化实验:测试是否变色或腐蚀斑点,及后续的可焊性.
6.抗变色实验:使用烤箱烘烤法,是否变色或者脱皮.
7.耐腐蚀实验:盐水喷雾实验,硝酸实验,二氧化硫实验,硫化氢实验等。
对于刚入门的初级电镀师傅来说,学习一些电镀小知识是一项重要的事情,学习知识的过程,由浅入深,从电镀小知识开始,其次通过电镀实践操作,循序渐进,终究有一天能成为电镀老师傅。
图文来自网络,版权归原作者所有,如有侵权,请联系我们删除
更多表面处理文章,敬请关注公众号:易镀
易镀,是深圳市恒享表面处理技术有限公司旗下专为电镀行业打造的信息服务平台,分享金属行情、产品测评、电镀液配方、电镀视频、电镀问答等,以专业解决各种金属表面处理难题为旨,不断优化电镀解决方案,促进电镀行业的发展。表面处理难题,找易镀,详情请咨询:13600421922(程生)




Copyright © 2021 深圳市恒享表面处理技术有限公司 All Rights Reserved 备案号:粤ICP备09192382号 技术支持:易百讯 - 深圳网站建设